
I moderni sistemi idraulici dei veicoli off-highway stanno diventando sempre più sofisticati e tecnologicamente avanzati. Questo comporta molti vantaggi, ma anche aspetti legati alla sensibilità dell’impianto che non possono essere trascurati. Ad esempio le condizioni di pulizia dei componenti presenti nell’impianto oleodinamico, amplificano l’attenzione del cliente sul tema della contaminazione industriale e della pulizia dei processi volti a produrne i componenti. Infatti a questo proposito i clienti indicano, già dalla fase di disegno e progettazione, parametri al quale attenersi al fine di contenere contaminanti.
Diversi studi stimano che una larga quota dei guasti ai componenti e al sistema oleodinamico di un veicolo da lavoro siano riconducibili alla contaminazione, la quale può provocare un’usura prematura e una perdita in termini di efficienza che può anche portare ad un danno significativo.
Le sorgenti di contaminazione possono essere raggruppate in tre diverse tipologie:
1. Built-in | 2. Generate |3. Ingerite
Sulla seconda e terza sorgente, in qualità di fornitori primari (tier-1) delle case produttrici (OEM), non abbiamo influenza ne possibilità di intervento in quanto di origine esterna, e deriva principalmente dalla tipologia di aree di lavoro in cui la macchina off-way viene utilizzata (esempio: terra, sporco, polvere, etc). Sulla sorgente “built-in”, ovvero tutti quei contaminanti che provengono da processi di lavorazione e assemblaggio, al contrario, è dovere del produttore (tier-1) mettere in campo attività di controllo, contenimento e miglioramento dei processi produttivi, volti ad assicurare la corrispondenza dei prodotti forniti ai requisiti richiesti dai clienti.
Come possiamo ridurre le possibilità che questi contaminanti insistano sui componenti e quindi possano essere concausa di piccoli e grandi problemi? Attraverso un monitoraggio costante dei processi produttivi, basato sull’esecuzione periodica di test di pulizia per i componenti prodotti nelle diverse linee di produzione. Infatti, attraverso il monitoraggio dei prodotti è possibile determinare l’efficacia di un processo produttivo.
I test condotti da Safim soddisfano i requisiti generalmente citati dai nostri clienti e i requisiti internazionali tra cui annoveriamo ISO 4405 ed ISO 16232.
Per testare il grado di pulizia del processo produttivo vengo campionati dei componenti finiti per famiglia di prodotto, quindi con geometrie differenti, il processo di analisi si svolge in 4 fasi
- LAVAGGIO. E’ una fase preliminare che serve ad escludere dall’analisi la contaminazione presente sulla superfici esterne al circuito idraulico, le quali, se non eliminate, potrebbero falsare il risultato della prova gravimetrica.
- PROVA. Rimosso lo sporco esterno, si procede alle stappature delle porte e dei raccordi idraulici e si procede all’estrazione del contaminante attraverso lavaggio con idrocarburi, che viene poi convogliato su di un filtro speciale dedicato (filtro millipore da 5micron)
- ESSICCAZIONE. Serve ad eliminare il veicolo utilizzato per il lavaggio del componente, si procede perciò all’essiccazione del filtro di raccolta dei contaminanti per poter eliminare la parte umida della precedente fase di lavaggio.
- PESATURA. Analisi gravimetrica del contaminante presente (solitamente calcolato come peso contaminante per superficie bagnata).
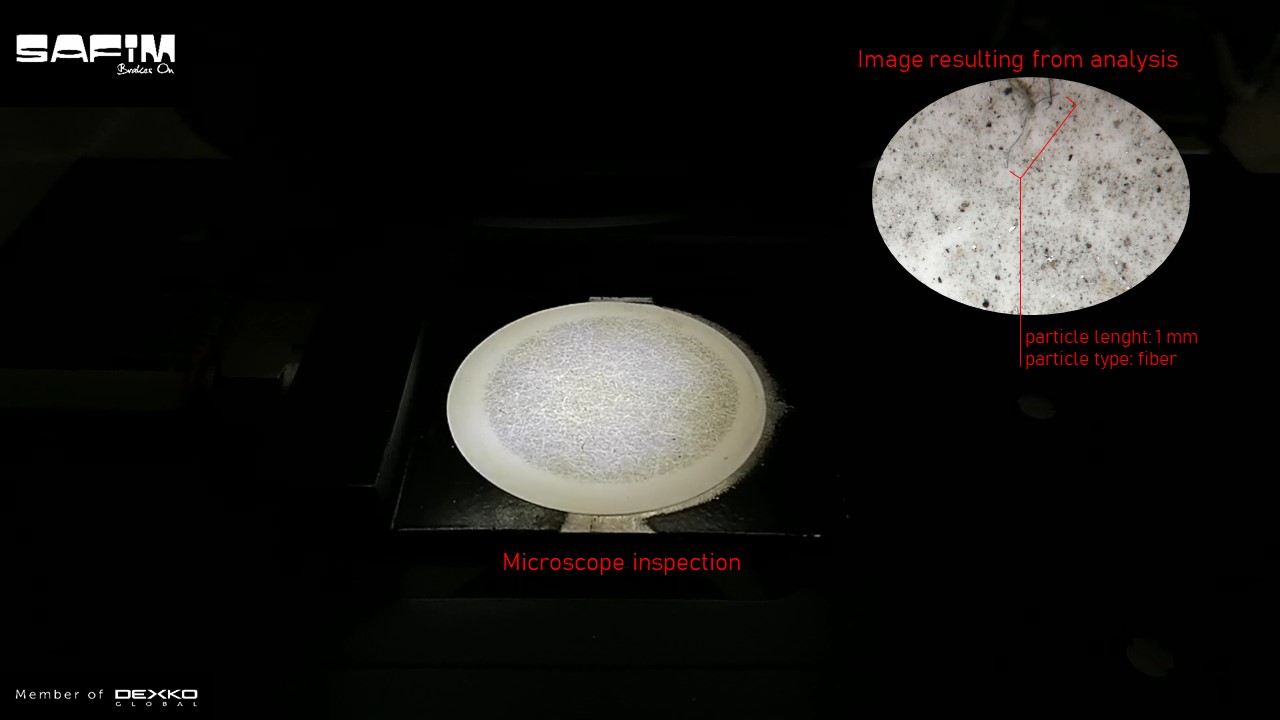
- ANALISI AL MICROSCOPIO. Analisi granulometrica del contaminante presente. L’analisi al microscopio viene effettuata attraverso l’uso di un software di analisi statica dell’immagine, la quale cataloga le particelle per dimensione e tipologia (attraverso l’indice di rifrazione). È possibile condurre l’analisi sia in maniera automatica che manuale. Durante la ispezione automatica il microscopio scansiona il filtro attraverso un software di analisi speciale basato su indice di rifrazione che presenta i risultati in ordine crescente all’operatore.
I test che effettuiamo sono dedicati a identificare eventuali particelle dure, come residui di lavorazioni e parti metalliche, che potrebbero compromettere la funzionalità del prodotto e che potrebbero aver avuto origine da:
- residui di lavorazione,
- non efficace protezione del materiale da assemblare,
- errate movimentazioni, errati assemblaggi,
- manutenzioni non correttamente eseguite su banchi prova
In una delle immagini che riportiamo di sotto, appare un esempio del risultato di una analisi a microscopio che evidenzia una particella di tipo metallico della lunghezza di 1215.1 µm. In un caso come questo, il reparto qualità avvia la ricerca delle cause e delle sorgenti di contaminazione, identificando le più appropriate correzioni al processo produttivo per riportare i processi in controllo.
Il nostro obiettivo è quello di migliorare costantemente il livello qualitativo dei nostri prodotti, per questo tutti i test effettuati sui componenti prodotti vengono effettuati con cadenza programmata e ripetuto più volte l’anno, in accordo ai range di tolleranza dei nostri clienti con particelle inferiori i 600micron.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}